影响不锈钢反应釜搅拌同心度的因素涉及设计、制造、安装、使用和维护等多个环节,是一个系统工程问题。以下是一些关键因素:
一、 设计因素
结构设计合理性:
搅拌轴长径比: 轴过长(长径比过大)而直径过小,刚性不足,更容易在自重、物料阻力、离心力作用下发生弯曲变形,导致不同心。
支撑结构: 是否设计了足够的中间轴承或底轴承?单点悬臂支撑的结构对同心度要求最高,也最容易出问题。轴承支撑点的位置和数量设计是否合理?
联轴器类型: 刚性联轴器对两轴的对中要求极高,稍有偏差就会导致不同心。挠性联轴器允许一定的角度和径向偏差,容错性更好。
法兰接口设计: 顶法兰(连接减速机)和底法兰(连接底轴承座)的刚度、平面度设计是否足够?设计不当易变形。
热膨胀补偿设计: 对于操作温度变化大的反应釜,是否考虑了釜体、轴、支架材料热膨胀系数的差异?缺乏补偿设计会导致冷态同心而热态不同心。
二、 制造与加工精度因素
关键部件的加工精度:
搅拌轴的直线度: 轴本身加工弯曲是导致不同心的根本原因之一。
搅拌叶轮的动平衡: 叶轮不平衡会在旋转时产生离心力,加剧轴的摆动和不同心。
轴套、轴承位(如适用)的同心度: 轴套外圆与内孔的同心度、轴承安装位的加工精度直接影响轴的定位。
反应釜法兰的平面度和垂直度:
顶法兰: 安装减速机支架的法兰平面度差、与釜体中心线不垂直,会导致减速机输出轴与理论搅拌轴线不重合。
底法兰: 安装底轴承座的法兰平面度差、与釜体中心线不垂直,会导致底轴承中心偏离。
减速机输出轴的径向/轴向跳动: 减速机本身输出轴的精度不足。
联轴器的加工精度: 联轴器内孔与轴、外圆与内孔的同心度差。
焊接变形:
釜体、夹套、支架、法兰等的焊接过程会产生热变形,如果控制不好,可能导致法兰面变形、支撑结构歪斜,破坏设计时的同心基准。
三、 安装与装配因素(极其关键)
基础与找平:
反应釜安装基础(地面或平台)必须水平且稳固。基础沉降或不水平会导致整个釜体倾斜。
釜体安装的垂直度:
反应釜主体筒体安装必须保证良好的垂直度。这是整个搅拌系统对中的基准。
关键部件的安装精度与找正:
减速机支架安装: 在顶法兰上安装支架时,必须保证支架底座的安装平面清洁、无异物,均匀紧固螺栓,并初步找平。
减速机安装: 减速机安装在支架上后,需要精确调整其位置,确保其输出轴的中心线与理论搅拌轴线重合(初步对中)。
搅拌轴安装:
吊装搅拌轴时需小心,避免碰撞弯曲。
确保轴顺利穿过机械密封(如果设计有中间轴承或底轴承,需依次穿过)。
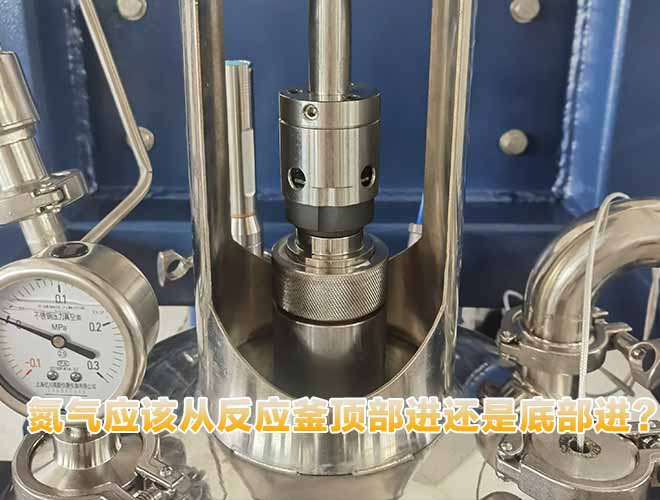
联轴器安装与对中: 这是最核心的步骤。
将搅拌轴与减速机输出轴通过联轴器连接。
使用激光对中仪或百分表进行精确的轴对中。必须同时测量并调整径向偏差和角度偏差,确保其在允许的公差范围内(通常要求非常严格,例如径向<0.05mm,角度<0.05mm/m)。对中不良是运行时不同心最常见的原因。
紧固联轴器螺栓时必须遵循正确的交叉拧紧顺序和扭矩,避免单边受力导致轴偏移。
底轴承安装(如适用): 底轴承座安装在底法兰上,必须保证其中心与顶部的减速机输出轴中心严格对中。安装后需检查轴在底轴承中的转动是否灵活、无卡涩。
中间轴承安装(如适用): 安装位置必须准确,与轴线对中,安装不当会成为强制约束点,导致轴变形。
安装过程中的清洁度:
法兰结合面、轴表面、轴承位等处的杂质、毛刺、焊渣等都会影响安装精度和最终同心度。
四、 运行与动态因素
物料特性与负载:
粘度与密度: 高粘度、高密度物料产生的搅拌阻力大且不均匀,可能导致轴发生动态弯曲变形(尤其在长轴情况下)。
固含量与颗粒硬度: 含有坚硬固体颗粒的物料可能对叶轮和轴造成不均匀冲击,导致轴微弯或加剧振动。
物料分布不均: 如存在挂壁、结块、沉淀等情况,导致搅拌负载不平衡,产生侧向力。
操作条件:
温度: 釜体(不锈钢)、轴(通常也是不锈钢,但牌号可能不同)、支架(可能为碳钢)材料的热膨胀系数不同。温度变化(尤其是急剧变化)会导致各部件热胀冷缩量不一致,破坏冷态安装时的对中状态。
压力: 高压可能引起釜体微变形,影响支撑结构的位置。
转速: 转速越高,由不平衡量、轴弯曲、对中不良引起的离心力越大,振动加剧,反过来又可能破坏同心度(形成恶性循环),甚至达到临界转速引发共振。
振动:
搅拌系统本身的振动(源于不平衡、对中不良、流体动力等)会传递并可能引起支撑结构松动或变形。
外部振动源(如邻近大型设备)也可能传递到反应釜上,影响运行同心度。
五、 维护与变形因素
机械损伤:
搅拌器碰撞釜内件(挡板、盘管、温度计套管等)或落入异物卡住,可能导致轴弯曲或变形。
吊装、维修过程中对轴或叶轮的意外碰撞。
磨损:
轴承磨损: 轴承(特别是滑动轴承或底轴承)磨损后间隙增大,导致轴运行轨迹偏移。
轴套磨损: 保护轴的轴套磨损后间隙变大。
机械密封动/静环磨损不均: 可能导致密封腔对轴的约束发生偏移。
部件松动:
长期振动可能导致地脚螺栓、减速机支架螺栓、联轴器螺栓、轴承压盖螺栓等发生松动,破坏原有的安装精度和对中状态。
结构变形:
釜体或支架在长期承受内压、温度循环、负载后可能发生蠕变或永久变形。
基础沉降不均导致釜体倾斜。
总结
保证不锈钢反应釜搅拌同心度是一个贯穿设备全生命周期的要求。制造精度是基础,安装对中是核心关键环节(尤其是联轴器对中),合理的设计(考虑刚度、支撑、热膨胀)是前提,而规范的操作、良好的维护(防止损伤、及时处理磨损和松动)以及监控运行状态(如振动监测)则是长期稳定运行的保障。任何一个环节出现问题,都可能导致搅拌不同心,进而引发振动、噪音、轴承/密封失效、功率异常、甚至轴断裂等严重后果。因此,在反应釜的设计、制造、安装、使用和维护过程中,都必须高度重视对搅拌同心度的控制。
对于关键设备,建议在冷态安装完成后进行精确对中记录,并在首次热态运行稳定后(达到操作温度)进行热态对中复查和调整,以获得最佳运行状态。